Industrial wastewater and air treatment
You can search articles by category
Sector
Or you can search by keyword
Latest posts
 Waste to energyWe review waste energy recovery processes that allow fuel to be generated for the production of electricity, heat or biogas from waste.
Waste to energyWe review waste energy recovery processes that allow fuel to be generated for the production of electricity, heat or biogas from waste.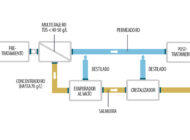 Treatment of tailings in mining operationsWe review the alternatives on the market to reuse or discharge clean water in the processes of mining operations
Treatment of tailings in mining operationsWe review the alternatives on the market to reuse or discharge clean water in the processes of mining operations Lithium extraction and refining through vacuum crystallizationWe thoroughly review the extraction, crystallization and extraction of lithium compounds, as well as other aspects of lithium mining.
Lithium extraction and refining through vacuum crystallizationWe thoroughly review the extraction, crystallization and extraction of lithium compounds, as well as other aspects of lithium mining.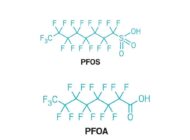 Treatment of effluent containing PFASsWe detail how to treat wastewater containing perfluoroalkylated substances (PFAS) as well as its effects on health and the environment.
Treatment of effluent containing PFASsWe detail how to treat wastewater containing perfluoroalkylated substances (PFAS) as well as its effects on health and the environment.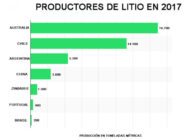 Extraction and recovery of lithiumWe analyze how lithium is extracted and recovered, a key metal today and that will play an extremely important role in future processes.
Extraction and recovery of lithiumWe analyze how lithium is extracted and recovered, a key metal today and that will play an extremely important role in future processes. Ultrapure water by electrodeionizationElectrodeionization (EDI) is a technology that combines two water purification techniques, electrodialysis and ion exchange, to produce ultrapure water.
Ultrapure water by electrodeionizationElectrodeionization (EDI) is a technology that combines two water purification techniques, electrodialysis and ion exchange, to produce ultrapure water. Treatment of wastewater from fish and sea food industriesWe analyze different solutions and technologies for the treatment of wastewater and effluents generated in the fish, sead food and canned fish industries.
Treatment of wastewater from fish and sea food industriesWe analyze different solutions and technologies for the treatment of wastewater and effluents generated in the fish, sead food and canned fish industries.